
Moparts Tech Archive
Automatic Trans.
727 transmission
I haven't posted much about what I am doing lately, so this is what I started this weekend. I am building a new 727 transmission for the Dart. It is based on a 1975 trans, but with the following mods:5 pinion, steel spline front planetary,
TCS Aluminum front drum, red lined solid (rigid) band no grooves,
15 peg piston (TCS billet), 15 stock springs
5 friction clutch discs (Alto Red Eagle with slots)
Replaced wavy snap ring with 0.060ö flat snap ring
Enlarged all radial holes in rear clutch piston retainer from 3/32ö to 5/32ö
These are between the inner grooves for the front clutch discs (B&M mod)
TCS Aluminum rear clutch retainer
New belleville spring, steel spacer ring
Reaction shaft support, Ported oil feed hole between ring lands, 0.156ö dia, 45 degree angle ōVö, 0.5ö wide
Teflon sealing rings for high pressure valve body regulator (Griner)
Rear Servo: shimmed solid with custom spacer (shim) 0.277ö x 0.506ö ID
Billet rear servo piston (Sonex)
Heavy duty (0.074ö thick) servo retainer
Custom heavy duty strut, 0.187ö thick, beveled to 0.125ö ends (factory is 0.125ö)
Front Servo: Replaced oil cushioned ōload controlö with solid early style and two springs
3.8 ratio kickdown lever (for Griner high pressure VB)
Custom heavy duty strut, 0.187ö thick, tapered to 0.125ö ends (factory is 0.125ö)
Case Prep:
Degrease, tap all holes, wash in soap and water
Deburr top mold casting line and sharp edges
Wash again in soap and water for final assembly
Case Mods: Machine and tap 1/8 NPT for external line pressure adjustment access
Drill and tap 1/8 NPT for rear vent at tail housing mount, plug front vent
Drill and tap 1/8 NPT for electrical pass through in rear for trans brake wire (plug for now)
Cut off front assembly line lugs to clear CSI shield
1/16ö hole added for sprag & race oiling from cooler return line
Drill and tap front clutch hole for 1/8 NPT orifice (for adjusting 2-3 shift) ¢ left open
Installed bolt-in sprag (over running clutch), new race, springs,
Roller rear support
Torrington B-2420-OH bearing
3/16ö Front seal CR 14808
plugged governor holes
Removed governor body, replaced with custom spacer 1.48ö OD, 1.38ö ID, 1.520ö long
Lightened park gear, machined off governor mounting area eccentric, 6 holes
Sunshell
Lightened for reduced rotating mass (inertia)
8 holes 1.0ö diameter in angled part of shell
Reduced thickness from 0.160ö to 0.110ö on outer diameter
Left full thickness where drum contacts, and 0.312ö-0.375ö from bottom of ōcastleö
Installed lightened rear drum, 6 holes 5/8" dia


pic of my home made lightened sunshell. Not too radical, but the holes and the reduced thickness on the OD lighten it up.
This is my first "expensive" transmission. The first year I ran a stock rebuild with performance clearances. The only expensive part was the Griner valve body (good decision).
The second year I built one with the oiling mods and the roller rear support. Since I did the machining myself, it still didn't cost much. The original trans was still good inside during the winter inspection.
Then I started going machine happy with lightening some parts (not too radical) and since I didn't charge myself it was still cheap. This is the culmination of my efforts, even though the others are still just fine.
Attached is a pic showing the enlarged oil holes in the rear clutch piston retainer. This helps oil/cool the front clutch disks. The rear clutch piston retainer is splined to the front clutch disks.

This trans build up was prompted by my desire to get rid of the factory iron front drum (explosion risk). So, it is for safety, not performance. While I am at it, I decided to cut some rotating weight out of the thing too. The aluminum drum is the big one. I got a good deal on the 5-pinion steel spline front planetary, so while I was spending money I figure I might as well keep going... LOL
I'm curious as to why the 3.8 band lever vs. 4.2 ratio? Have you always ran the 3.8 with this VB?
Yes I have always run the 3.8 with the high pressure (190 psi) valve body in my car. With that high a line pressure, the 3.8 puts more than enough force on the band for 2nd gear shifts. And since it shifts into 3rd so fast, the faster release of the band is a good thing.
Last fall I backed the pressure down to about 176 psi, and that seems to be working just fine.
Also, there are a lot of different versions of the lightened sunshell. See the A&A and TCS web sites for example. And this one from www.sheltonracing.net

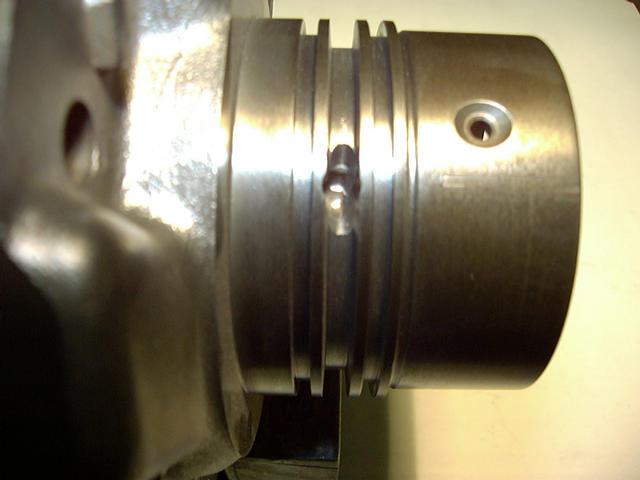
Here is some more for those interested. Attached is a picture of the "V" shaped porting of the reaction shaft support. This is the passage that feeds the front (3rd gear) clutch piston.
For the press adjustment access hole, I use an angle plate on the bridgport, about 12", with holes that bolt to the pan part of the trans. Most people seem to weld a bung on for this, but with the mill, I can cut the .44 dia to clear the tap body and get the tap drill hole straight. The 3/8 deep measurement for the .44 dia is from the edge of the case where the numbers are stamped. It only cuts part way around, that is why I need the mill and not just a drill. The case is somewhat thin for the threads, but it works good with this location and method.
I used the bridgport to "V" the reaction shaft support too. I have seen it done a few ways. I find this quick and easy. I simply clamp the reaction support in a vice at 45║, eye balling the angle with a protractor or 45║ part of a combination square. Then turn it 45║ the other way. I think it gets the job done without a lot of fuss. Plus from a flow standpoint, if the wide part of the "V" is the same as a straight slot, the "V" will flow better. So a wider slot would be needed to match "flow", but the restriction is really now the drilled hole at the bottom of the slot or "V". That's my opinion.
440Jim
Tech Index