
Moparts Tech Archive
Big Block
Oil Pump - Info
After finding the metal shavings, cleaning them out, then going over the clearances in the pump from the service manual (as Black Sheep mentioned), I decided tofollow Phil's advice and mocked up the Melling M-63HV on the block. I've read about folks making improvements here but never thought it would really be off by much and that it probably wouldn't be needed for the mild stuff I put together anyway. Wrong! Thanks Phil!

Here is a shot showing the suction side orifice (watch those imaginations, guys). It doesn't quite line up, does it? Almost 1/4 of the hole is restricted. Not good. Time to get out the die grinder...
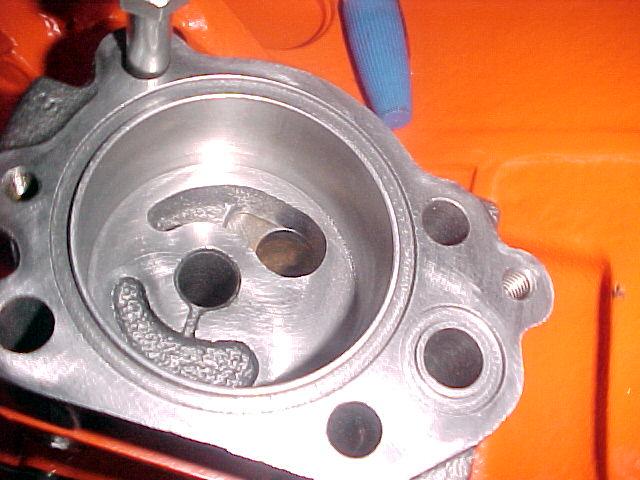
OK, now it's matched up and smoothed out a little. Hmmm. I wonder how it looks with the gasket on it?

Oops, another restriction! I'll have to trim that later. Don't know why I should have to, but...
Then I decided to look at the pressure side, to see if it needed any help there.
Like most B motors, my 400 block had a 9/16" pressure feed hole originally, and I had previously drilled it to 5/8" to match the OEM RB size. Looks to me like the pump is sized too small for even B motors though, at about 1/2". So this is another mismatch, though I believe it's not nearly as bad a scenario as on the suction side. Plus the direction of the 'step' isn't quite as bad, but still it wasn't as good as it could have been.


OK, so the block is a little over 5/8. The drill shook in my hands a little bit, whaddya expect
Mulled it over for awhile, and measured to see if I could drill the pressure hole in the pump all the way through to 5/8, to better match the hole in the block. Could I? No! The only way I could do that is if the mfr relocated the O ring groove. If I drilled the entire passage to 5/8, it would ruin the O ring groove (might as well say it would ruin the pump for all intents and purposes). So how could I improve on it?
I decided to drill -most- of the pressure side hole out to 5/8, but from the backside--to not disturb the O ring groove, and leave enough material under the groove to support the O ring.
Maybe it wouldn't help a huge amount, but every little bit adds up. The upper half of the pump measured 1.75 thick, so I picked what I thought would be a safe figure--1.450, set it up in Dad's drill press and went at it. Remember, I drilled from the -backside-, or in other words, from side facing the block. There's still a little over 1/4" of cast iron supporting the O ring area on the other side, so it should be fine.


Dad's drill press is a little more accurate than I am with a hand drill, only .0005 oversize instead of .005 like
the block
You can also see the hole in the gasket for the pressure side is the same size as the new hole I drilled. Why isn't the hole in the pump made the same size as the gasket? I guess Melling would have to answer that.
I think they could improve on these things alot if they offered a different oil pump for B vs RB, or just made all of them 5/8 on the pressure side. The mismatch of the suction side orifice is understandable from a production point of view but the size of the pressure feed hole doesn't make a whole lot of sense. Oh well.
Also deburred the edges of all the machined surfaces, radiused the 90 deg. turn from the pressure side leading into the oil filter, and just went over the whole thing looking for potential trouble spots. Washed in hot soapy water, blew dry, oiled everything with 30 weight, bagged it and boxed it. I can run this thing with confidence now. It will be awhile before it gets bolted on but at least now it's ready to rock.
So in the end, the suction side is quite a bit better than before, and the pressure side is (maybe) a little bit better.
There is still a 'step' in the oil flow on the pressure side but at least I've effectively moved the step closer to the rotors, hopefully that will help some. If not, well at least it took some weight out
Kind of a fun little project...
Rich ZIPPY
Tech Index